Aluminum extrusion is a plastic deformation manufacturing process that forces a heated billet through a precision die to create a continuous profile with a specific cross-section. While often compared to squeezing toothpaste from a tube or pushing Play-Doh through a toy press, the industrial reality is far more rigorous. It involves hydraulic rams exerting up to 15,000 tons of pressure to force 6000-series alloys through hardened steel tooling with microscopic tolerances. This transforms a cylindrical log of metal into complex structural shapes used in everything from aerospace frames to architectural facades.
For engineering and procurement professionals, aluminum extrusion represents more than just a shaping method. It is a strategic "near-net-shape" production capability. It allows designers to place material exactly where structural loads require it, reducing weight and machining time. By balancing relatively low tooling investments against high part complexity, manufacturers can achieve efficient production runs ranging from rapid prototyping to mass-volume scalability.
Key Takeaways
Cost Dynamics: Lower tooling costs compared to die casting; higher material utilization than CNC machining.
Design Freedom: Unique ability to create complex hollows, internal voids, and interlocking features in a single operation.
Process Criticality: Mechanical properties (T5/T6) are dictated by post-extrusion cooling and stretching, not just the alloy itself.
Scalability: Suitable for both low-volume prototyping and high-volume mass production.
The Engineering Case: Why Choose Aluminum Extrusion?
Engineers often select extrusion not merely for the material itself, but for the design versatility the process affords. Unlike standard rolled shapes or machined components, extruded profiles can integrate multiple functions into a single continuous part.
Functional Integration (The "Interlock" Advantage)
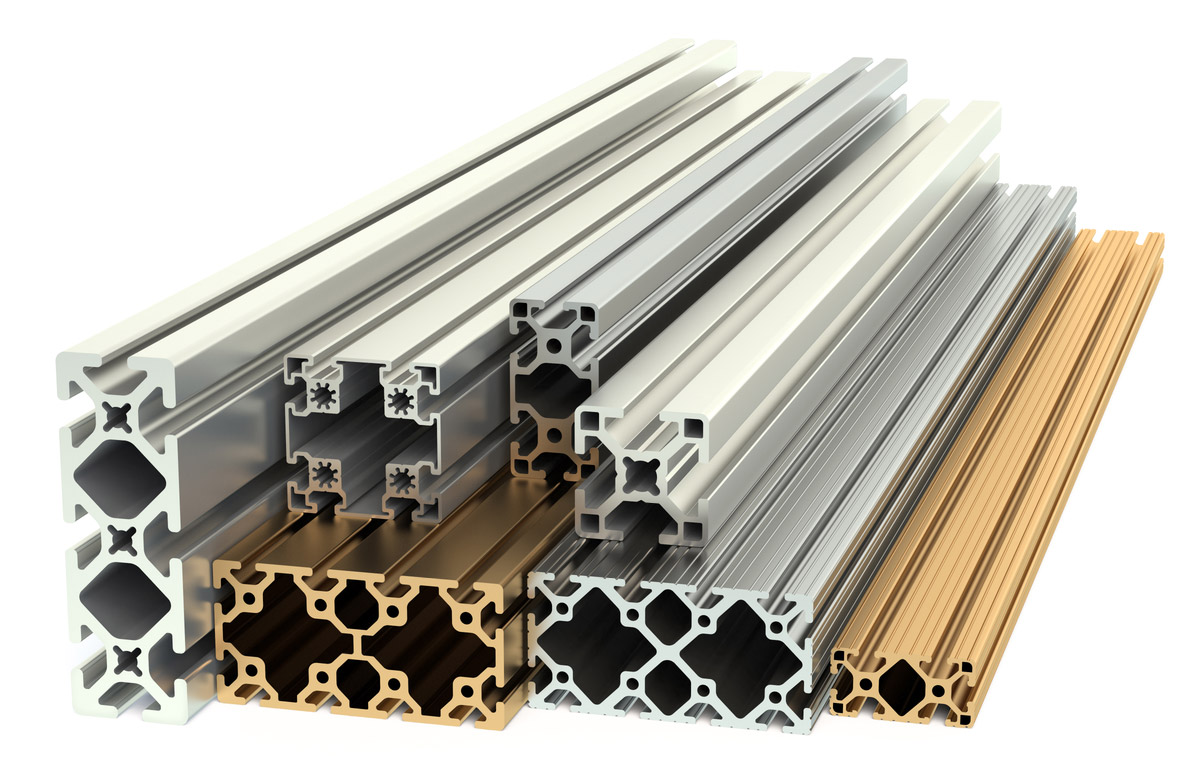
One of the primary advantages is the ability to design built-in assembly features. Profiles can include T-slots, snap-fits, screw ports, and hinge geometries directly in the cross-section. This capability eliminates the need for welding, secondary drilling, or additional fastening hardware. For example, in the display equipment industry and industrial framing sectors, modular systems rely entirely on these interlocking geometries. By reducing part counts and assembly labor, the total cost of ownership for the final assembly drops significantly.
Thermal & Physical Performance
Beyond geometry, the inherent properties of aluminum combined with the extrusion process create superior thermal solutions. Extrusion is the standard manufacturing method for heat sinks. The process allows for high aspect ratio fins that maximize surface area within a compact volume. Combined with aluminum’s high thermal conductivity, these profiles efficiently dissipate heat from electronics and LED lighting systems.
Strength-to-weight ratios also play a critical role. While steel is stronger by volume, aluminum extrusion offers a high specific strength. This is vital in transportation applications, such as trailer manufacturing and automotive chassis design, where weight reduction directly translates to fuel efficiency and payload capacity.
Material Properties Checklist
When evaluating materials for sensitive environments, extruded aluminum offers distinct advantages:
Paramagnetic Nature: Aluminum is non-magnetic. This makes it suitable for medical imaging environments (like MRI rooms) and electronics shielding where magnetic interference must be minimized.
Reflectivity & Finishing: The metal naturally forms a thin oxide layer that prevents corrosion. For enhanced durability or emissivity, profiles can be anodized. This electrochemical process thickens the oxide layer, providing a hard, wear-resistant surface that can also be dyed for aesthetics.
The Extrusion Process: Critical Control Points
Achieving tight tolerances and consistent mechanical properties requires strict control over temperature, pressure, and speed. The process is a sequence of metallurgical transformations.
Step 1: Die & Billet Preparation (Temperature is Key)
Success begins before the press starts. The tooling, or die, must be preheated to between 450°C and 500°C. If a hot billet hits a cold die, the thermal shock can crack the steel tooling or cause uneven material flow. Simultaneously, the aluminum billet is heated to a "soft solid" state, typically around 400-500°C (750-930°F). It is crucial that the metal remains below its melting point. It must be malleable enough to flow but solid enough to retain the profile shape as it exits the die.
Step 2: The Press Operation (Direct vs. Indirect)
The majority of commercial extrusions utilize Direct Extrusion. In this setup, a hydraulic ram pushes the billet through a stationary die. However, friction creates a challenge here. As the billet moves against the container walls, the force required increases.
Indirect Extrusion offers an alternative for high-precision applications. Here, the container and billet remain stationary while the die, mounted on a hollow stem, pushes into the billet. This eliminates friction between the billet and the container, resulting in a more uniform grain structure. It is often preferred for hard-alloy rods and bars where consistency is paramount. Regardless of the method, hydraulic presses exert immense force, ranging from 1,500 to 15,000 tons, depending on the profile size and alloy hardness.
Step 3: Post-Press Metallurgy (Quenching & Stretching)
The material exiting the die is not yet a finished structural product. It undergoes immediate quenching using water baths, sprays, or high-velocity air. This rapid cooling "freezes" the alloy's microstructure, particularly for heat-treatable alloys like the 6000 series.
Following quenching, the profiles are transferred to a runout table, which can be up to 150 feet long. Here, a critical but often overlooked step occurs: stretching. A stretcher machine grips both ends of the profile and pulls it. This mechanical stretching straightens the part and relieves internal residual stresses that could cause twisting later.
Finally, the long profiles are cut to length and moved to aging ovens. Artificial aging transforms the material from a softer state to its final temper. For 6061 aluminum, this process increases tensile strength from approximately 241 MPa to 310 MPa (T6 temper).
Understanding Extrusion Dies: Solid vs. Hollow Stacks
A common misconception is that a "die" is a single metal plate with a hole in it. In reality, it is a sophisticated stack of precision steel components designed to manage metal flow.
The "Die Stack" Concept
For simple shapes like flat bars or angles, a Solid Die stack is used. This typically consists of a feeder plate to guide the metal and the die plate itself which shapes the profile. These tools are generally less expensive and easier to maintain.
Hollow Dies (The Mandrel & Welding Chamber)
Creating tubing or complex hollow profiles presents a technical challenge: how do you suspend the center block (which forms the hole) without blocking the flow of metal? The answer lies in the Hollow Die stack, which uses a mandrel or "spider."
The spider holds the central mandrel in place with several legs. As the aluminum flows through the die, it splits around these legs. Inside the "welding chamber"—a high-pressure zone within the die stack—the separate streams of aluminum are forced back together. They re-fuse, or weld, into a solid continuous shape before passing through the final bearing to exit the die. This re-welding is critical; if pressure or temperature is insufficient, the profile will have weak seams that fail under load.
Die Design Factors (Flow Control)
Designers must also consider the "bearing"—the surface area inside the die where the aluminum rubs against the steel. By varying the Bearing Length, toolmakers control the speed of the metal. Thin sections of a profile naturally want to flow slower than thick sections due to friction. To counteract this, the bearing is made shorter in slow areas (reducing friction) and longer in fast areas (increasing friction). This ensures the entire profile emerges at a uniform speed, preventing twisting or tearing.
Commercial Factors: Cost Drivers and Manufacturability (DFM)
Understanding the economics of extrusion helps in making smarter procurement decisions. The cost is not just about the weight of the metal; it is about the "rate of extrusion."
The "Rate of Extrusion" Equation
Press speed directly impacts profitability. Faster speeds lower the cost per part but can degrade the surface finish, causing "pick-up" or tearing. Alloy selection complicates this further. Harder alloys, such as the 7000 series used in aerospace, are stiffer and require significantly slower press speeds than the softer architectural 6000 series. Consequently, parts made from harder alloys carry a higher machine-hour cost.
Design Complexity Factors (CCD & Ratio)
| Metric | Definition | Impact on Cost & Manufacturability |
|---|
| CCD (Circumscribing Circle Diameter) | The smallest circle that can completely enclose the profile cross-section. | Determines the press size. Larger CCD requires higher tonnage presses, increasing operating costs. |
| Tongue Ratio | The ratio of the depth of a groove to its width. | High ratios create thin, weak steel tongues in the die. These are prone to breakage, increasing tooling risk. |
| Wall Uniformity | Consistency of thickness across the profile. | Uniform walls ensure even cooling and flow. Varied thickness leads to twisting and higher scrap rates. |
Batch Size & Tooling Amortization
Extrusion shines in its low barrier to entry. Tooling costs for custom dies typically range between $500 and $2,000 depending on complexity. In contrast, injection molding or die casting molds often exceed $10,000 to $50,000. This low initial investment pushes the break-even point down, making extrusion viable for batches as small as 500 to 1,000 pounds, whereas casting requires tens of thousands of units to justify the mold cost.
Alloy Selection and Temper Designations
Selecting the right alloy and temper is as important as the geometry itself. The 6000 series is the workhorse of the industry due to its versatility.
6000 Series (The Standard Workhorse)
6061: Known for structural integrity and high toughness. It contains magnesium and silicon as major alloying elements. It is weldable and widely used in truck frames, aerospace components, and heavy-duty structures.
6063: Often called the "architectural alloy." It extrudes faster and produces a far superior surface finish compared to 6061. You will find it in window frames, door trims, and consumer electronics where aesthetics are a priority.
Temper Designations (Decision Matrix)
The letter and number following the alloy (e.g., 6061-T6) indicate the thermal history.
T4 (Naturally Aged): The metal is solution heat-treated and then aged at room temperature. The result is formable and ductile but has lower ultimate strength. It is ideal if the part requires bending after extrusion.
T6 (Artificially Aged): The metal is solution heat-treated and then aged in a furnace. This maximizes strength and hardness but reduces formability. It is the standard for structural applications.
F (As-Fabricated): No special control over thermal conditions or strain hardening. This is used when mechanical properties are not critical or will be established by later processing.
Conclusion
Aluminum extrusion offers a unique balance of rapid production, high structural integrity, and relatively low tooling investment. It allows engineers to place material exactly where needed, integrating complex features like screw chases and snap-fits that eliminate secondary assembly costs. While the process appears simple, success depends on understanding the interaction between alloy selection, die design, and thermal control.
For technical decision-makers, the final verdict is clear: extrusion is ideal for projects requiring constant cross-sections, lightweighting, and integrated assembly features. To maximize these benefits, we recommend engaging with an extruder early in the design phase. Optimizing profile geometry for "flow" can significantly reduce scrap rates and secondary machining costs, ensuring a more efficient production run.
FAQ
Q: What is the difference between direct and indirect extrusion?
A: In direct extrusion, the ram pushes the billet through a stationary die, creating significant friction between the billet and the container walls. In indirect extrusion, the die moves into a stationary billet. This greatly reduces friction, allowing for lower extrusion temperatures and resulting in a more uniform grain structure, which is preferred for high-precision rods and bars.
Q: Why is the 6061 alloy so common in extrusion?
A: 6061 is chosen for its excellent balance of mechanical properties and processability. It offers high structural strength and toughness suitable for heavy-duty applications like truck frames, yet it remains easy to extrude and weld. Its versatility makes it the default choice for general structural components.
Q: Can you extrude shapes with varying wall thicknesses?
A: Yes, it is possible, but it adds complexity. Varying wall thicknesses cause uneven metal flow—thin parts flow slower than thick ones. Die designers must adjust the "bearing length" to balance friction and equalize flow speeds. Significant variations can increase tooling costs and the risk of the profile twisting during cooling.
Q: What is the "Circle Size" or CCD in extrusion pricing?
A: The Circumscribing Circle Diameter (CCD) is the smallest circle that can completely enclose the profile's cross-section. This metric determines the size of the press required (tonnage). A larger CCD necessitates a larger, more powerful press, which increases the hourly operating rate and the final part cost.
Q: How precise are aluminum extrusion tolerances?
A: Extrusion tolerances are generally looser than precision machining but tighter than sand casting. They follow standards like ANSI H35.2 or EN 755. While standard tolerances suffice for construction, mating parts often require "precision" tolerances or secondary CNC machining to achieve the exact fit required for high-tech assemblies.









